Last Updated:
3D printing with HP’s Multi Jet Fusion (MJF) technology has transformed the additive manufacturing landscape, offering high-speed, high-quality production. However, like any advanced technology, it can come with its challenges. In this post, we’ll explore some common problems encountered in HP powder 3D printing and provide practical solutions to help you achieve optimal results.
1) Powder Flow Issues
Problem: Poor powder flow can cause uneven layer distribution, leading to defects in the final product.
Solution:
- Storage Conditions: Store your powder in a dry, controlled environment to prevent moisture absorption, affecting flowability.
- Sieve the Powder: Before use, sieve the powder to remove any clumps and ensure a consistent particle size distribution.
- Optimize Settings: Adjust the spreader settings to ensure an even layer of powder is distributed across the build area.
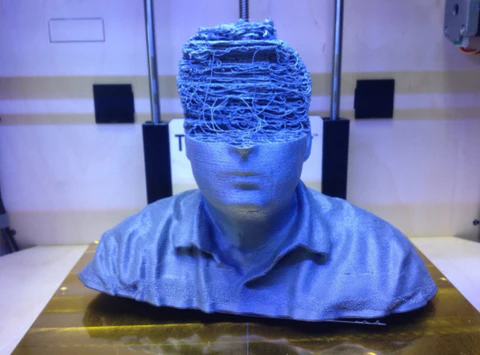
2) Warping and Distortion
Warping and distortion are significant concerns in 3D printing, often arising from thermal stress during the cooling phase of a print. As materials cool, they can contract unevenly, especially in larger or more complex parts, leading to dimensional inaccuracies and surface defects. This issue is particularly prevalent with thermoplastic materials that have high shrinkage rates. To combat warping, it’s essential to optimize print orientation, minimize large flat surfaces, and implement effective cooling strategies. Techniques such as using build plates with better adhesion or incorporating support structures can also help stabilize parts during printing, reducing the risk of warping and ensuring that final dimensions align with design specifications.
Problem: Warping can occur during the cooling phase, especially for larger prints, leading to distortion and dimensional inaccuracies.
Solution:
- Cooling Management: Implement a controlled cooling strategy. Using insulation or gradual cooling rates can help minimize thermal stress.
- Print Orientation: Optimize the orientation of your parts during printing. Positioning parts to minimize large surface areas can reduce the risk of warping.
- Use Supports: If possible, incorporate support structures that can help stabilize the part during the printing process.
3) Poor Layer Adhesion
Poor layer adhesion is a critical issue in 3D powder printing, where inadequate bonding between layers can compromise the structural integrity of the final part. This problem often stems from insufficient heat during the printing process, which prevents the powder particles from fusing effectively. Factors such as incorrect print speed, inappropriate material selection, or faulty heating elements can exacerbate this issue. To improve layer adhesion, it’s essential to optimize thermal settings, ensuring adequate heat transfer to promote proper fusion. Additionally, experimenting with different powder materials known for better adhesion properties and adjusting print speeds can help achieve stronger bonds between layers, ultimately resulting in more durable and reliable printed parts.
Problem: Inadequate layer adhesion can result in weak parts that are prone to breakage.
Solution:
- Optimize Heat Settings: Ensure that the heating elements are functioning correctly. Insufficient heat can lead to poor fusion between layers.
- Material Selection: Some materials are more prone to adhesion issues than others. Experiment with different powder materials to find one that offers better layer bonding.
- Modify Speed Settings: Slower print speeds can improve layer adhesion by allowing more time for the powder to fuse properly.
Conclusion
While HP powder 3D printing offers tremendous potential for creating high-quality parts, it’s essential to be aware of common challenges and their solutions. By implementing these strategies, you can enhance your printing experience and achieve the best possible results. With a proactive approach to maintenance, settings optimization, and post-processing, you can ensure that your 3D printing projects are successful and meet your expectations.